-
 儀表網手機版
儀表網手機版
手機訪問更快捷
 儀表網小程序
儀表網小程序
更多流量 更易傳播
-
 公眾號:ybzhan
公眾號:ybzhan
隨時掌握行業動態
 掃碼關注視頻號
掃碼關注視頻號
網絡課堂 行業直播
<tfoot id="qqie6"></tfoot>
<ul id="qqie6"></ul> 
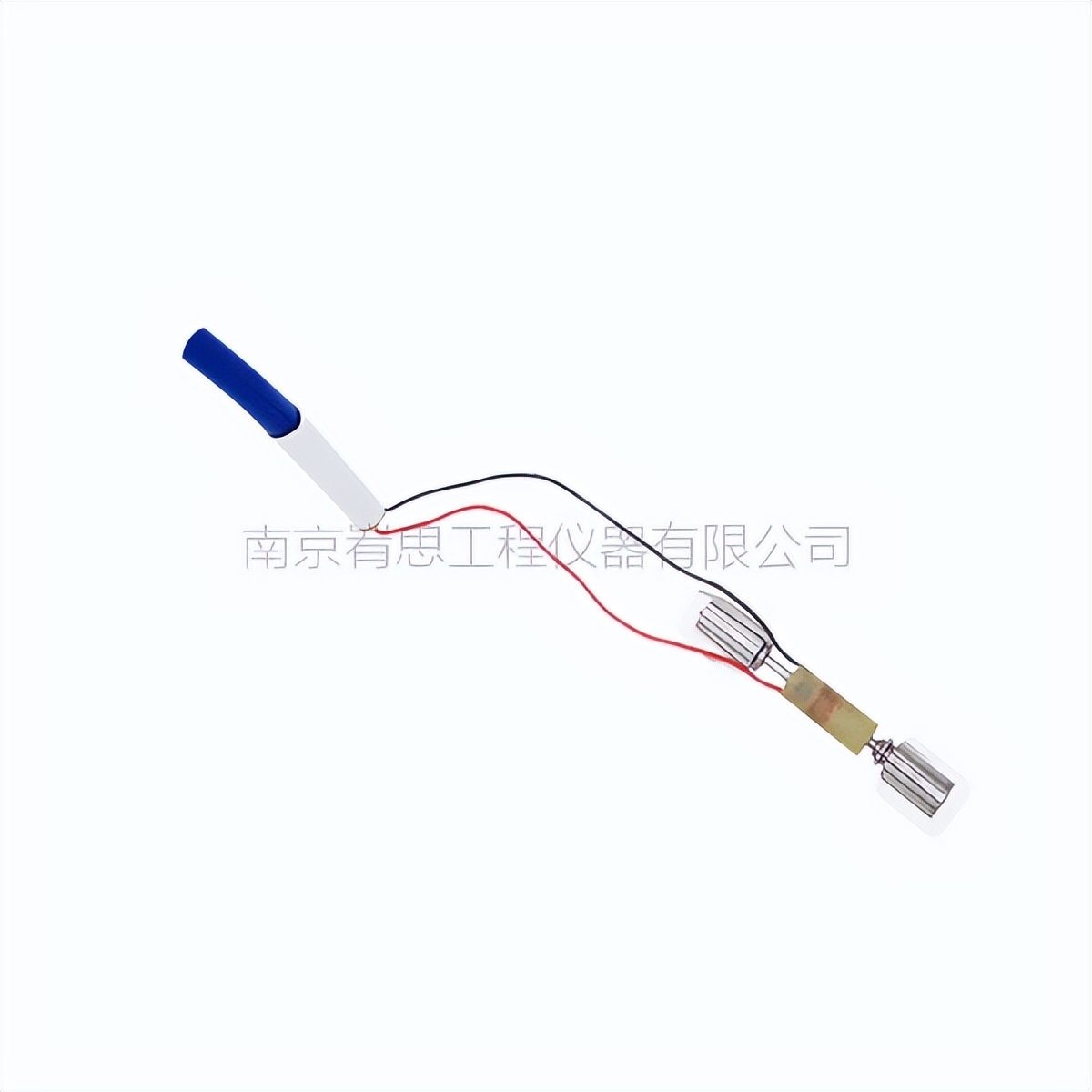
在鋼結構安全監測領域,VWS-05型點焊式應變計是測量橋梁、隧道、樁基等關鍵結構應變的精密儀器。焊接安裝質量直接影響監測數據的可靠性,以下專業操作要點值得每位工程師重點關注:
一、基面處理是成功前提
焊接區域的鋼材表面必須清除油污、銹跡及雜質。建議先用專用清潔劑除油,再使用電動打磨機配合砂紙處理表面,確保達到平整光滑狀態。不平整的基面會導致焊接不牢或產生局部應力集中,這點在曲面安裝時尤為重要。
二、焊接能量測試決定成敗
正式焊接前必須進行關鍵測試:
將點焊機能量調整至20-40瓦特/秒范圍
使用隨附試驗片進行點焊
通過剝離試驗驗證:用鉗子揭下試驗片后,合格焊點應在鋼材表面留下均勻小孔
需特別注意:試驗片輕易脫落說明能量不足,而基片熔化變色則表明能量過大,必須重新調整焊把壓力。
三、規范焊接操作流程
開始焊接時,首先移開電纜防止燙傷。從電纜引出端開始焊接,選擇基片后行標記點中心作為起始點,按順序向外焊接。完成單側所有焊點后,再以相同順序焊接另一端。操作中保持焊把垂直輕壓,避免基片移位。每焊接5-6個點后,用400號砂紙清潔焊嘴殘留焊渣,這對防止基片粘連至關重要。在曲面安裝時,建議在基片邊緣增加第二排焊點強化固定。
四、焊后防護保障耐久性
焊接完成后立即進行雙重防護:
沿基片邊緣點涂氰基丙烯酸快干膠,形成一道防滲屏障
在整個焊接區域(特別是保護管下方)均勻涂抹防水復合膏
防護處理需在干燥環境下進行,潮濕環境會顯著降低防護效果。
五、安裝質量驗證步驟
防護完成后必須進行系統驗證:
連接VW-102A型讀數儀檢測初始值(正常范圍4000-4500F)
用工具輕敲應變計兩端4-5次
觀察讀數變化直至穩定
若出現無讀數或異常值,需立即按說明書故障章節排查。最后使用固定片點焊固定電纜接頭,后方25mm處增設第二個固定點,并用扎帶將電纜妥善固定在結構體上。
焊接安裝的每個環節都關系著監測數據的長期穩定性。嚴格遵循上述規范,才能確保點焊型應變計在結構安全監測中發揮應有的精準效能,為工程安全提供可靠保障。
免責聲明
客服熱線: 15267989561
加盟熱線: 15267989561
媒體合作: 0571-87759945
投訴熱線: 0571-87759942

下載儀表站APP

Ybzhan手機版

Ybzhan公眾號

Ybzhan小程序
 手機版
手機版 官方微信
官方微信















 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}